
Att följa bästa praxis kan förbättra resultaten i aseptiska fyllningslinjer
Korrekta procedurer kan minska risken för bristande efterlevnad under autoklavering av farmaceutiska förslutningar
Människan har en medfödd tendens att tänja på gränserna vad gäller allt. Vi packar ner för mycket i resväskan och bär hem för många kassar från livsmedelsbutiken. Men ibland är mindre mer – i synnerhet när det gäller autoklavering av komponenter som används i en aseptisk fyllningslinje.
Vikten av autoklavering
Autoklavering är avgörande för att kontamination ska förhindras, och för att detta ska lyckas krävs korrekt teknik. Under processen används ångvärme, vilket dödar eventuella mikrober och förhindrar att främmande mikroorganismer förs in i en steril miljö. Ångan som används i steriliseringsprocessen verkar påfrestande på plastmaterial, som måste behandlas varsamt.
Den flexibla DPTE-BetaBag® har länge ansetts vara den optimala lösningen för säker, snabb och kontaminationsfri överflyttning av komponenter (lock, proppar eller kolvar) för aseptiska fyllningslinjer. Dåliga arbetsmetoder kan dock äventyra en framgångsrik process.
Bristande efterlevnad kan leda till bristfälligt avlägsnande av mikroorganismer, något som kan äventyra produktionen. När slutsterilisering inte är möjlig (produkt som inte tål steriliseringsprocessen) måste steriliteten säkerställas vid varje steg i den aseptiska fyllningsprocessen. Det bästa sättet att säkerställa steriliteten är att förhindra mikrobiellt intrång.
i DPTE-BetaBag® och DPTE-behållare
Vid sterilisering av gummiproppar eller porös last i en DPTE-BetaBag® finns det vissa saker som man måste beakta för att kunna säkerställa effektiva processresultat. ”Vi vill uppnå effektiva resultat både när det gäller sterilisering och kvarvarande fuktinnehåll i påsen”, säger Joakim Larsson, Getinge Product Line Manager, Sterilizers.
Säkring av sterilitet/luftutsugning/ångpenetration
För korrekt sterilisering är luftevakuering och ångpenetration av största vikt. Påsens Tyvek-sida fungerar som ett filter och gör att en tryckfördröjning skapas mellan påsens insida och utsida. För att korrekt luftevakuering före sterilisering ska säkerställas bör vakuumhastigheten saktas ner. Genom att man skapar ett kontrollerat rampat vakuum med hastigheten som en justerbar parameter går det att optimera varje last.
Den andra metoden är att införa en paus före vakuum. Detta gör att trycket vid den lägre vakuumnivån kan utjämnas innan ånga tillförs så att trycket ökar igen. Detta gör att risken för att påsen skadas till följd av tryckskillnader minimeras.
Lasttorrhet
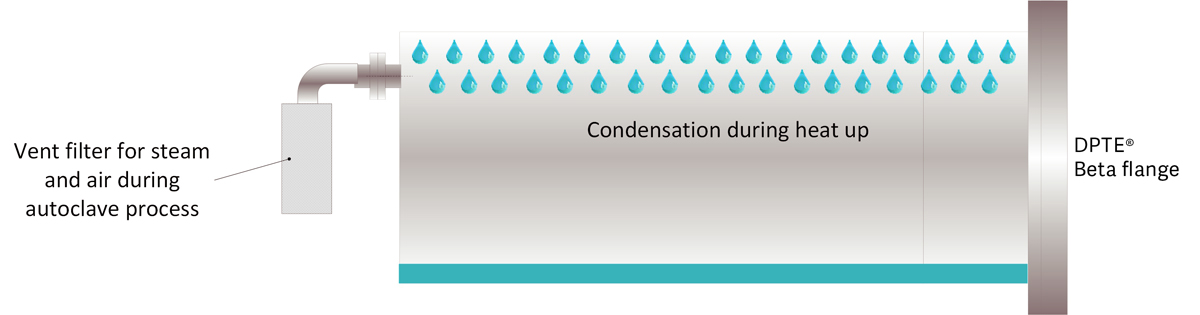
Vid uppvärmning med ånga uppstår kondens i takt med att temperaturen stiger. Mängden kondensat står i proportion till temperaturökningen och lastvikten.
Om lastvikten är konstant kan kondensen minskas genom att man använder torr förvärmning. Lasten värms upp innan ånga sprutas in i kammaren och före luftevakueringsfasen.
Lasten ska värmas upp till cirka 100 °C från rumstemperatur till steriliseringsplatå (20 °C–121 °C). Förvärmning till 70 °C före direkt ånginsprutning gör att mängden kondensat minskas med hälften.
Det går även att införa upprepade torkpulser efter steriliseringsplatån med en kombination av vakuum- och övertryckspulser. Vakuumet gör att den fuktiga luften dras ut ur påsen, medan övertrycket gör att torr luft kommer in genom påsens Tyvek-sida ända fram till stoppen.
Varje övertryckspuls gör att fukt överförs från lasten till luften eftersom försök görs för utjämning till samma fuktnivå.
Minska risker till följd av den ”mänskliga faktorn”
”Tack vare vår mångåriga erfarenhet vet vi att den mänskliga faktorn ofta är den bakomliggande orsaken till bristande efterlevnad av sterilitet”, säger Cyril Mounier, Pharmaceutical Applications Specialist hos Getinge. ”Människor har en tendens att överbelasta saker och ting, vilket kan ha en betydande negativ inverkan på steriliseringsprocessen.”
Getinge har haft som mål att minska kundernas totala kostnader genom att identifiera högriskmetoder som i slutänden kan leda till bristande efterlevnad i autoklaveringsprocessen. ”2019 genomförde vi ett antal tester vid Getinge La Calhène-anläggningen i Vendôme, Frankrike”, förklarar Anne-Claude Gilbert, R&D Plastics Engineer hos Getinge.
Getinge, som är en marknadsledare inom aseptiska överflyttningslösningar och skapare av DPTE®-tekniken, identifierade de parametrar som potentiellt kan påverka prestandan hos DPTE-BetaBag® Tyvek-påsarna[1],[2]. Påsarna används för autoklavering av komponenter och direkt lastning i en aseptisk fyllningslinje.
”Vi tittade på de övergripande processparametrarna och på de delar som är specifika för steriliserings- och torkningsfaserna”, säger Anne-Claude.
Det framkom att DPTE-BetaBag® Tyvek-påsarna bör fyllas till en förutbestämd laddningsnivå och genomgå ett specificerat autoklavcykelprotokoll för att bästa resultat ska uppnås vad gäller förslutningsmotstånd och påsintegritet.
Vad är DPTE®?
DPTE är en fransk förkortning för Double Porte pour Transfert Etanche (dubbel dörr för läckagefri överflyttning). Systemet utgörs av en ”Alfa-” och en ”Beta”-enhet, Alfadelen monteras på inneslutningsväggen och Betadelen sätts fast vid en behållare eller påse. Tekniken utvecklades av Getinge La Calhène för mer än 50 år sedan och utgör fortfarande standarden för aseptisk överflyttning.
DPTE-BetaBag® Tyvek är en kombination av en DPTE®-Betadel och en påse med två sammansvetsade filmer. Den ena sidan är av Tyvek-material och den andra av högdensitetspolyeten (HDPE). Påsarna rymmer komponenter – som lock, proppar och kolvar – för sterilisering i en autoklav och kontaminationsfri överflyttning till en aseptisk zon.
Bristande efterlevnad är kostsamt
”Vi vet att dåliga arbetsmetoder för autoklavering kan medföra avsevärda kostnader: Både vad gäller intrång av mikrober som kan leda till produktionsavbrott och de driftkostnader som är förknippade med att behöva kassera berörda komponenter och sterilisera nya”, säger Cyril.
Genom att identifiera de mest riskfyllda delarna av processen och fastställa bästa praxis, har Getinge haft som mål att förbättra resultaten och minska kundkostnaderna i samband med omsterilisering och kontamination.
Identifiera de viktigaste processerna
Getinge utförde två omfattande testprogram för analys av specifika parametrar i autoklavprocessen 1,2. I dessa tester analyserades sex parametrar i tre huvudkategorier: allmänna processparametrar, steriliseringsparametrar och torkningsparametrar.
Allmänna processparametrar handlade om de grundläggande delarna av processen och på vilket sätt processen underlättades av dessa parametrar.
- Hur pass fulla är påsarna?
- Hur är de placerade?
I steriliseringsparametrarna omfattades tid och temperatur.
- Gör längre steriliseringstid att påsens integritet äventyras?
- Försämras påsens prestanda vid höga temperaturer?
Torkfasen omfattade vissa utmaningar.
- Påverkas påsens prestanda av vakuumrampen och uppblåsnings- och tömningshastigheten under processcykeln?
- Vilken effekt har pulser på påsens integritet?
Vid en dimensionsanalys utvärderade man hur påsen påverkades av förändringar i de sex parametrarna. Efter varje cykel mättes och testades påsarnas integritet. Man utförde även detaljerade tester med metylenblått[3] för att upptäcka icke‑synliga skador. Test med metylenblått innebär att man kontrollerar om färgämne läcker för att identifiera kanaldefekter (ASTM F1929 standard Test Method for Detecting Seal Leaks in Porous Medical Packaging by Dye Penetration), som kan leda till mikrobiell kontamination.
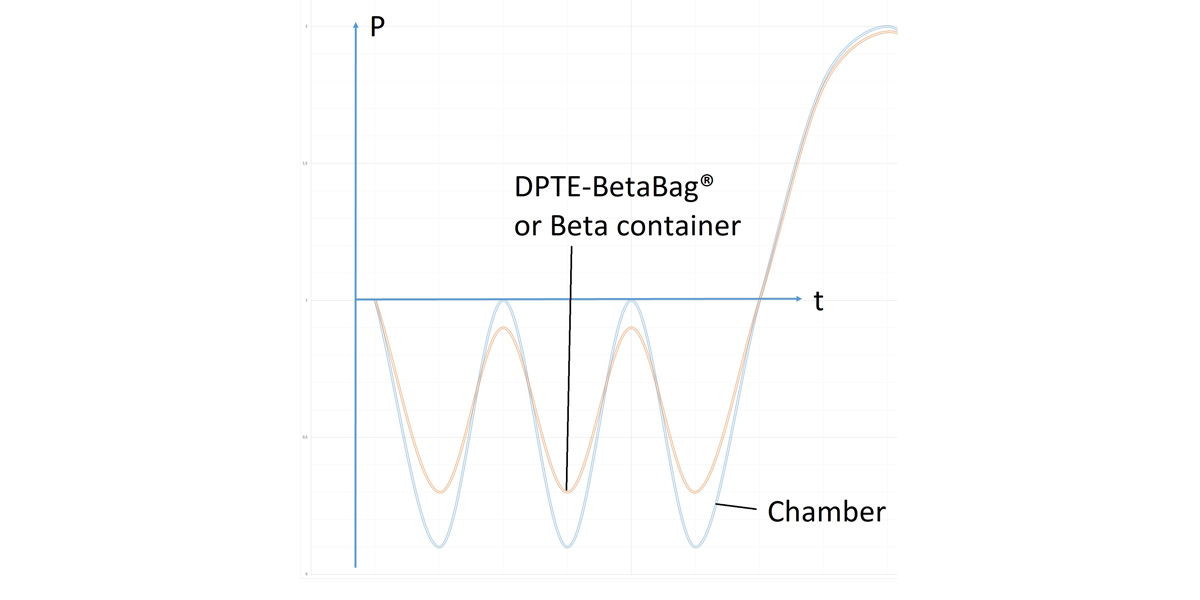
Under varje autoklavcykel
Påsen blåses upp och töms flera gånger beroende på tryckförändringarna inuti autoklaven. Tryckjämvikt mellan autoklaven och DPTE-BetaBag® skapas inte omedelbart. Under tryckvariationen i kammaren skapas en tryckskillnad mellan autoklaven och påsen. Vid varje tryckminskning blåses påsen upp och vid varje tryckökning töms påsen.
”Testerna visade att ökad deformation av påsen var kopplat till en ökad risk för bristande efterlevnad”, sade Anne-Claude.
Under forskningen drog man slutsatsen att steriliseringscykeltiden och antalet efterbehandlingspulser inte påverkade påsens deformation eller integritet. Förändringar i kapacitet, position, temperatur och vakuumramp hade dock en mätbar inverkan på resultaten. Efter ytterligare analys av dessa fyra parametrar kunde man utarbeta bästa praxis.
Bästa praxis för problemfri autoklavering
Det går att uppnå optimala resultat genom övervakning av kapacitet, position, temperatur och vakuumramp.
Kapacitet: Undvik överbelastning
”Överbelastning av en DPTE-BetaBag® Tyvek kan påverka den strukturella integriteten och göra att påsen skadas, precis som när man packar ner för mycket i resväskan”, förklarar Cyril.
Getinge rekommenderar att du noggrant kontrollerar påsens kapacitet för att förhindra överbelastning. Maximala fyllningsgränser är följande:
- 8 l last för 10 l DPTE-BetaBag® Tyvek dubbelpåse
- 13 l last för 23 l DPTE-BetaBag® Tyvek enkelpåse
- 18 l last för 25 l DPTE-BetaBag® Tyvek dubbelpåse
Placering: Plant är bättre och hyllorna kan stå nära varandra
Som du ser i bild 4 (finns i white paper) har dessa påsar två helt olika sidor. Tyvek-sidan är plan, DPTE®-betadelen finns på HDPE-sidan (polyeten med hög densitet). Forskning har visat att påsen alltid bör placeras med den plana Tyvek-sidan nedåt för att belastningen på materialet ska minimeras. Om DPTE®-sidan däremot placeras nedåt för att påsen ska ”andas” genom Tyvek-lagret ligger inte påsen plant, vilket innebär att materialet utsätts för extra och onödig belastning och risken för bristfällig efterlevnad ökar. Forskning har även visat att det inte är nödvändigt att Tyvek-sidan ligger överst för att luftväxlingen ska underlättas.
Det begränsade utrymmet som uppstår när påsen blåses upp och trycks mot hyllan ovanför under vakuumfasen påverkar inte påsen negativt. Avståndet mellan hyllorna kan minskas till 15 cm för att det ska gå att få plats med fler påsar, för maximerad genomströmning.
Temperatur: Idealiskt temperaturområde, 121 °C–123 °C
En dimensionsanalys visade att temperaturer på 125 °C eller högre inverkar negativt på påsens strukturella integritet och funktion. Temperaturer på 121 °C, 122 °C 123 °C och 124 °C var dock tillräckliga för effektiv sterilisering (som ska läggas till exponeringstiden), men inte så pass höga att påsen försämrades.
Genom att ställa in temperaturen inom detta 3 °C-intervall uppnådde man förväntade resultat samtidigt som man minimerade risken för att påsen skulle skadas och komponenterna kontamineras.
Vakuumramp: Minimera påsdeformering
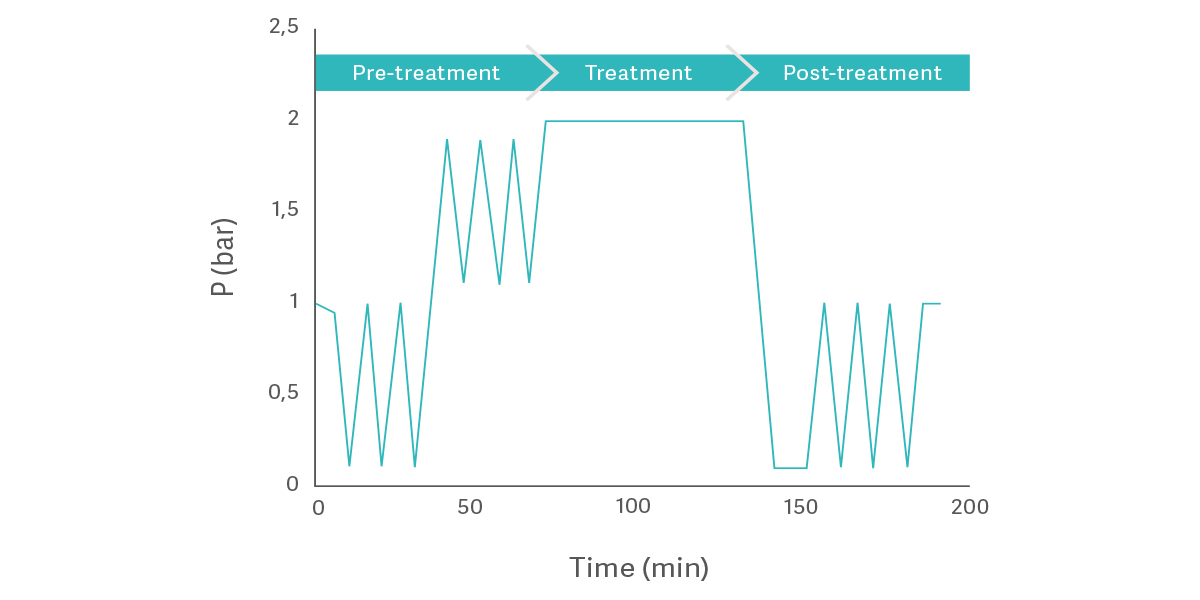
Vakuumfasen i en autoklav har flera funktioner: avlägsna luft för att säkerställa att ångan når alla hörn på komponenterna under förbehandling samt avlägsna ånga och torka komponenterna under torkningsfasen. Påsen blåses upp och töms upprepade gånger under en autoklavcykel i enlighet med tryckvariationen i kammaren.
En dimensionsanalys av påsen visade att ju högre vakuumrampen är, desto mer förlängs påsen. Det positiva och negativa trycket orsakar större variationer i påsens form.
Ju mer påsen förlängs, desto mer ökar risken för att filmen och påsen går sönder. Eftersom den strukturella risken ökar vid tryck högre än 0,5 bar/min rekommenderar vi att trycken hålls under denna nivå.
Uppnå bästa resultat genom att följa bästa praxis
Du kan minska risken för att DPTE-BetaBag® Tyvek försämras genom att följa bästa praxis för last- och autoklavparametrar. På så sätt kan du spara pengar som annars skulle gå förlorade på grund av bristfällig efterlevnad.
- Belasta inte påsen utöver de parametrar som anges av tillverkaren
- Placera påsen plant på Tyvek-sidan
- Se till att maxtemperaturen ligger mellan 121 °C och 123 °C
- Ställ in minsta godtagbara värde för vakuumrampen för att förhindra att påsen deformeras.
Genom att följa dessa fyra enkla steg kan du säkerställa att steriliseringen lyckas och att steriliteten bibehålls fram till överflyttningen.
Ladda ned white paper här:

Genom att följa specificerade last- och autoklavcykelparametrar säkerställer man bästa prestanda för DPTE-BetaBag® Tyvek®. Dessa enkla steg gör att resultaten förbättras och risken för fel på påsen minskas.
Förstå hur prestandan hos DPTE-BetaBag® Tyvek kan optimeras genom användning av korrekta procedurer.