
Validierungsstudie mit dem Getinge SUPR Einweg-Produktionsreaktor-System bei Aragen Bioscience (USA)
Aragen Bioscience mit Sitz in Morgan Hill, Kalifornien, ist die Tochtergesellschaft von Aragen Life Sciences für die Forschung und frühe Entwicklung von Biologika. Der Campus in Morgan Hill unterstützt die Zelllinienentwicklung (CLD), die Prozessentwicklung (PD), die Bioproduktion, die Entdeckung von Antikörpern und die analytische Charakterisierung von therapeutischen und diagnostischen Antikörpern und anderen biologischen Produkten für die Gesundheit von Mensch und Tier.
Zur Unterstützung der Forschungs- und Entwicklungsprogramme (F&E) seiner Kunden setzt Aragen die Applikon 2 L, 5 L und 10 L Bioreaktoren mit Glasrührwerk (Mehrzweckbehälter) von Getinge ein. Größere Produktionsmengen, wie sie für vorklinische Wirksamkeits- und Toxikologiestudien benötigt werden, waren nicht realisierbar. Als Versuch bot Getinge 50 L und 250 L Einweg-Produktionsreaktoren (SUPRs) an, die es Aragen ermöglichen würden, größere Mengen für die präklinische Produktion herzustellen.
Die SUPRs von Getinge sind für jede Produktion geeignet, bei der 50 L oder 250 L ein normaler Produktionslauf sind. Die 50 L und 250 L SUPRs steigern die Effizienz, indem sie CIP-Reinigung und SIP-Sterilisation überflüssig machen und gleichzeitig das Kontaminationsrisiko erheblich reduzieren. Sie sind GMP-konform, was für Unternehmen von Vorteil ist, die an klinischen Studien arbeiten, bei denen schnell große Zellmengen benötigt werden.
Aragen wollte mit dieser Studie herausfinden, ob sich der Produktionsprozess, der mit den Getinge Applikon 2 L, 5 L und 10 L Glasrührkesselreaktoren (STRs) entwickelt wurde, problemlos auf größere Einweg-Bioreaktoren übertragen lässt. Getinge war an Kundendaten für 50 L und 250 L SUPRs interessiert. So entstand die Partnerschaft zwischen Aragen und Getinge.
Validierungsstudie
Im Rahmen dieser Studie wurden CHO-Zellen in einem Produktionsmaßstab von 30 L und 120 L kultiviert, um den Scale-up-Prozess zu bewerten. Unter Verwendung seiner derzeitigen Bioreaktorkonfiguration mit 2 L, 7 L und 15 L Rührkesselreaktoren (STR) konnte Aragen die Produktion auf einen 50 L SUPR und einen 250 L SUPR hochskalieren.
Eine der Bedenken in dieser Studie war, dass die Plastikfolie des SUPR während des Produktionsprozesses extrahierbare und auslaugbare Substanzen (E&Ls) freisetzen könnte. E&Ls können das Zellwachstum oder die Produktivität beeinträchtigen. Angemessenes Zellwachstum, vergleichbare Produktivität und Produktqualität wurden auch für ein angemessenes Scale-up und den Technologietransfer erwartet. Eine Reihe von Prozessparametern wurde als kritisch angesehen, z. B. das Verhältnis von Leistungsaufnahme zu Volumen (P/V), die Geschwindigkeit der Flügelradspitze, die konstante Mischzeit, die Sauerstofftransferrate (OTR), die hydrodynamische Scherung und die Blasenbildung. Für ein geeignetes Scale-up der Zellkultur ist es sehr wichtig, Bioreaktoren unterschiedlicher Größe mit ähnlichem volumetrischem Stoffaustausch auszuwählen.
Da der STR aus Glas besteht, werden während des Zellwachstums keine Verbindungen ausgelaugt, wie dies bei den polymeren Kunststoffbeuteln in den SUPR der Fall sein kann. Frühere Datenanalysen aus internen E&L-Tests von Getinge zeigten, dass keine der E&L-Verbindungen in den SUPRs das Zellwachstum beeinträchtigten. In dieser Studie wollte Aragen sicherstellen, dass der Kunststoff in den 50 L und 250 L SUPRs das Zellwachstum nicht beeinträchtigt.
Außerdem ist das Mischverhalten beim Scale-up von einem kleinen auf einen großen Bioreaktor anders und die Durchmischung dauert länger. Eine schlechte Durchmischung kann zur Bildung von Taschen mit mehr oder weniger Nährstoffen führen, die den Wachstumszyklus beeinträchtigen. Beim Mischen können die Zellen auch Nebenprodukte erzeugen, von denen einige giftig sind. Wenn sich große Toxintaschen bilden, können diese eine große Anzahl von Zellen abtöten.
Abbildung 1: Vergleich des Wachstumsverhaltens: (a) lebensfähige Zelldichte und (b) Lebensfähigkeit der Zellen
50 L SUPR Einweg-Bioreaktor von Getinge und 2 L Applikon Rührkessel von Getinge 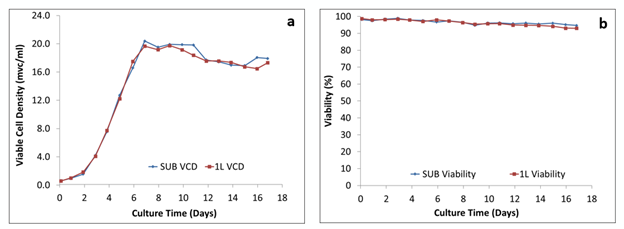
250 L SUPR Einweg-Bioreaktor von Getinge und 2 L Applikon Rührkessel von Getinge 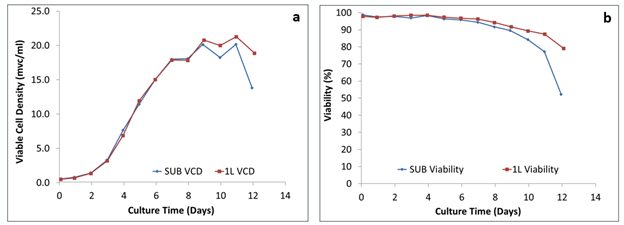
Abbildung 1 zeigt, dass das Wachstumsprofil, bei dem die Dichte lebensfähiger Zellen gegen die Zeit und die prozentuale Lebensfähigkeit gegen die Zeit aufgetragen sind, sowohl für den 50 L als auch für den 250 L SUPR-Bioreaktor dem des 2 L Glas-STR entspricht, die nebeneinander betrieben wurden. Bei beiden wurde ein ähnliches Wachstumsmuster erzielt.
Abbildung 2: Vergleich der Stoffwechselprofile: (c) L-Glutamin, (d) Glutamat, (e) Glukose, (F) Laktat und (g) Ammonium
50 L SUPR Einweg-Bioreaktor von Getinge und 2 L Applikon Rührkessel von Getinge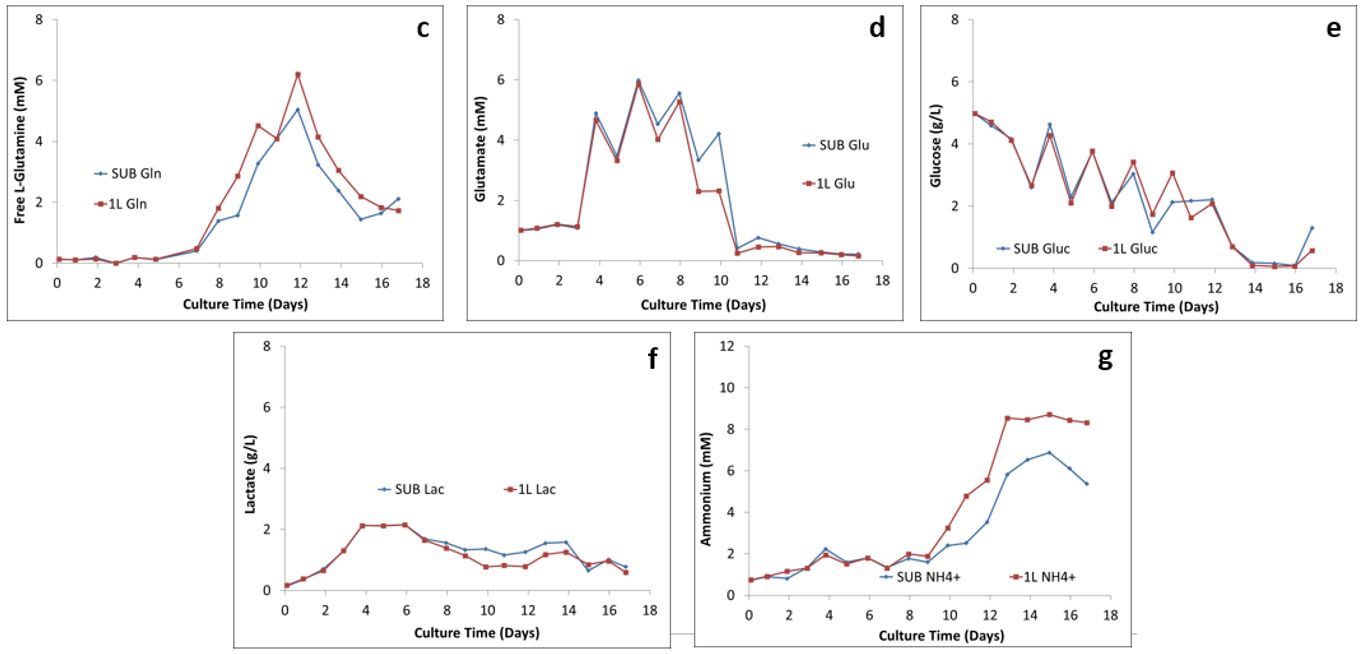
250 L SUPR Einweg-Bioreaktor von Getinge und 2 L Applikon Rührkessel von Getinge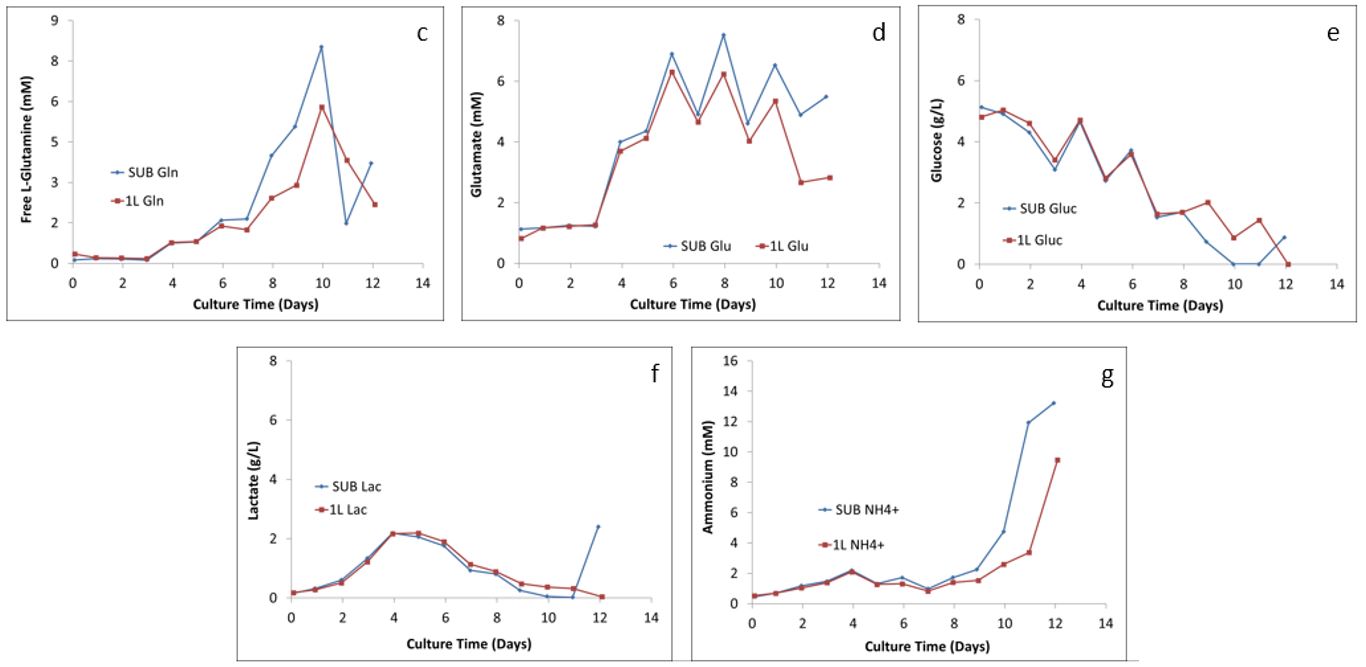
Die wichtigsten Stoffwechselwege, einschließlich der Bildung von Nebenprodukten (Laktat und Ammonium) und des Glukoseverbrauchs, sowohl im 2 L STR als auch im 50 L und 250 L SUPR, sind in Abbildung 2 dargestellt. Marlous van Dijk, Senior Application & Cultivation Specialist bei Getinge, erklärt: „Man möchte nicht, dass alle Nährstoffe in ein Produkt fließen, das man nicht haben möchte. Abbildung 2 zeigt, dass die Verhältnisse der fünf Metaboliten, die in den SUPRs produziert werden, den Verhältnissen in den kleineren Glas-STRs sehr ähnlich sind, was auf eine vergleichbare Prozessleistung in allen Größenordnungen hinweist.
Abbildung 3: Vergleich des Titerprofils zwischen 50 L und 250 L SUPR und 2 L STR
50 L / 250 L SUPR Einweg-Bioreaktor von Getinge und 2 L Applikon Rührkessel von Getinge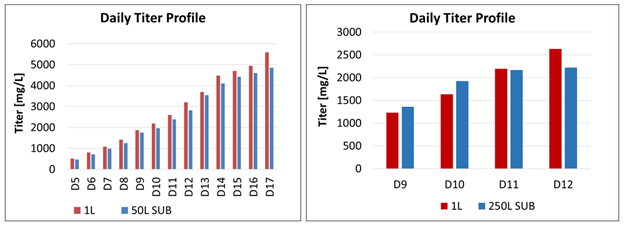
Schließlich sind die täglichen Titerprofile beim Vergleich des 50 L SUPR mit dem 2 L STR und des 250 L SUPR mit dem 2 L STR sehr ähnlich (Abbildung 4). „Das Endergebnis ist gut“, sagt van Dijk. „Der Unterschied liegt im erwarteten Produktivitätsbereich“ und war etwas besser als von Aragen erwartet, da eine Vergrößerung immer einen gewissen Produktivitätsverlust mit sich bringt.
Gemeinschaftlicher Ansatz
Aragen hat viel Erfahrung mit der Produktionssteigerung in kleinem Maßstab. In dieser Studie arbeitete das Unternehmen mit dem Team von Getinge zusammen, um die Probleme beim Übergang zu einem größeren Maßstab zu diagnostizieren und zu lösen. Das Fed-Batch-Prozessmodell von Aragen wurde erfolgreich von einem 2 L STR auf 50 L und 250 L SUPRs hochskaliert. „Aragen ist ein Experte für Prozesse und Skalierung. Sie haben die Skalierung in einem kleineren Maßstab durchgeführt“, sagte van Dijk. „Mit einem Kunden, der weniger Erfahrung hat, können wir [das Getinge-Team] unsere Erfahrungen bei der Skalierung teilen.“ „Die Zusammenarbeit war sehr erfolgreich“, sagte Dai Quach, Senior Scientist bei Aragen. „Wir können sofort miteinander sprechen, wenn wir ein Problem diagnostizieren. Wir haben voneinander gelernt. Getinge habe „viele sehr gute technische Mitarbeiter, die uns bei der Fehlersuche helfen können“.
Erfahrungsbericht: Einweg-Produktionsreaktor (SUPR)
Während sie feststellten, dass der Übergang vom Labormaßstab auf den Pilot- oder Produktionsmaßstab sehr herausfordernd war, um ein ideales Wachstum auf allen Skalen sicherzustellen, stellte die Einrichtung des SUPR laut Quach kein Problem dar. Die Einrichtung ist sehr unkompliziert und einfach. Das Click-and-Go-System zum Laden des Beutels vereinfacht den Prozess.
„Wir hatten keinerlei Probleme. Man erkennt alle Anschlüsse – man kann nichts falsch machen“, erklärte er. Sowohl der SUPR 50 L als auch der SUPR 250 L erwiesen sich als sehr benutzerfreundlich, insbesondere durch die einfache Entsorgung.
Der Beutel ist sofort einsatzbereit. Wir müssen uns keine Sorgen um Kontamination machen. Mit dem SUPR müssen wir uns um nichts sorgen.
Dai Quach, Senior Scientist bei Aragen
Die SUPR-Geometrien sowie das Verhältnis von Rührer- zu Gefäßdurchmesser und von maximaler Flüssigkeitshöhe zu Gefäßdurchmesser ähneln den Applikon STR-Glasbioreaktoren, was die Skalierung erleichtert. „Das Hochskalieren ist einfach, weil die Dimensionen ähnlich sind und der Prozess derselbe ist“, erklärte van Dijk. „Natürlich muss man eine Skalierungsstrategie anwenden, aber man kann sich auf einfache Faustregeln verlassen.“
Single-Use-Bioreaktoren sind effizienter, da sie sofort einsatzbereit sind. Sie haben außerdem ein geringeres Risiko für Kreuzkontaminationen.
Mehrweg-Bioreaktoren müssen gewaschen, autoklaviert, kalibriert und eingerichtet werden.
Ein schneller Aufbau dauert etwa zwei Tage, sagte Quach.
„Den SUPR kann man jederzeit starten. Nach einem Durchlauf wird geerntet – und dann beginnt der nächste.“

Eine Sache, über die sich Quach Gedanken machte, war der Platz, den die SUPRs einnehmen könnten. „In unserem Labor stehen alle Bioreaktoren auf dem Tresen. Wir haben keinen Platz für 50- oder 300-Liter-Bioreaktoren aus Edelstahl“, sagt er. Quach stellte jedoch fest, dass die SUPRs leicht in das Gasleitungssystem von Aragen integriert werden können und dass der Einwegbeutel skalierbar ist und an unterschiedliche Volumina angepasst werden kann. „Er ist mobil. Man kann ihn überall hin mitnehmen. Dann kann man ihn neben den Schaltschrank stellen und anschließen. Es ist sehr einfach. Es braucht nicht viel Platz.
Quach hält sie für wirtschaftlich, weil das Labor nicht in große Bioreaktoren aus Edelstahl investieren muss, die gereinigt und sterilisiert werden müssen, und weil die 50-Liter- und 250-Liter-SUPR überall dort aufgestellt werden können, wo Gasleitungen und Sauerstoff für den Betrieb vorhanden sind. „Man braucht kein großes Betriebskapital und keine großen Investitionen für die Reinigung und Sterilisation vor Ort“, sagt er.
Weil sie so einfach zu bedienen sind, sparen die SUPRs laut Quach auch Arbeitskosten. Ein SUPR kann von einer einzigen Person installiert werden, während für die Installation eines Mehrzweck-Bioreaktors der gleichen Größe mehrere Personen erforderlich sind. „Der Beutel ist sofort einsatzbereit“, erklärt Quach. „Wir müssen uns keine Sorgen um Kontamination machen. Mit dem SUPR müssen wir uns um nichts kümmern.“
Quach und das Aragen-Team sind mit ihren Ergebnissen zufrieden. „Diese Arbeit hat die Scale-Up Probleme im Bereich der Durchmischung, des Sauerstofftransfers und der Kohlendioxidentfernung systematisch bewertet. Alle im Team teilen dieses positive Feedback. Der Punkt ist, Getinge hat ein gutes Produkt und wir können es zum Laufen bringen!